Tatmin edici verim, üretkenlik ve güvenlik sağlamak için soğuk oda döküm makinesi performans, parametreler, verimlilik ve güvenlik açısından belirli bir marja sahip olmalıdır.
Ürün Öğesi
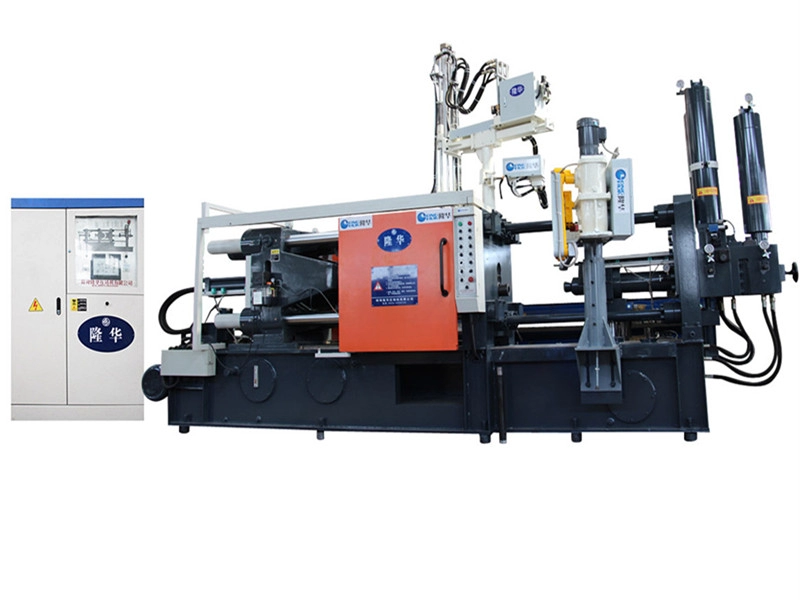
Alüminyum döküm (LH-180T) üretimi için tam otomatik pres döküm makineleri
Döküm makinesi, bir dereceye kadar, ürünlerin boyut doğruluğu ve yüzey düzgünlüğü avantajları nedeniyle, genellikle mekanik işleme değil, doğrudan kullanım veya az miktarda işleme, bu nedenle yalnızca metalin kullanım oranını artırmakla kalmaz, aynı zamanda çok azaltır. işleme ekipmanı ve çalışma saatleri. Kolay döküm fiyatı; Kombine döküm, diğer metalik veya metalik olmayan malzemeler için kullanılabilir. Montaj süresinden ve metalden tasarruf sağlar.


LH SERİSİ STANDART PARAMETRE TABLOSU (LH-180T)
ÖĞELER | BİRİM | ŞARTNAME |
HİDROLİK ÇALIŞMA BASINCI | MPA | 14 |
SIKIŞTIRMA KUVVETİ | KN | 1800 |
KRAVAT BARLARI ARASINDAKİ BOŞLUK | MM | 480*450 |
DİREK ÇAPI | MM | ¢85 |
KALIP AÇMA VURUŞU | MM | 380 |
ENJEKSİYON KUVVETİ(YOĞUNLAŞTIR) | KN | 270 |
PLUNGER FIRSATMA MESAFESİ | MM | 130 |
ENJEKSİYON POZİSYONU | MM | 0 - 140 |
PİSTON ÇAPI | MM | ¢50----¢70 |
ENJEKSİYON İNME | MM | 350 |
DÖKÜM BASINCI (YOĞUNLAŞTIRILIR) | MPA | 112/78/57 |
DÖKÜM FLANŞ PROTRÜZYONU | MM | 10 |
DÖKÜM DÖKÜM ÇAPI | MM | 110 |
40MPA ALTINDA MAX DÖKÜM ALANI | CM2 | 450 |
ENJEKSİYON AĞIRLIĞI(AL) | KG | 2.4 |
KALIP YÜKSEKLİĞİ(MIN--MAX) | MM | 200~550 |
EJEKTÖR KUVVETİ | KN | 110 |
EJEKTÖR stroku | MM | 80 |
MOTOR KAPASİTESİ | KW | 15 |
MAKİNE BOYUTLARI (U*G*Y) | M | 5.22*1.4*2.35 |
KALDIRMA İÇİN REFERANS MAKİNE AĞIRLIĞI | T | 6.7 |
YAĞ TANKI KAPASİTESİ | L | 600 |
PS: BAŞKA BİLDİRİM YAPMADAN HERHANGİ BİR TEKNİK İYİLEŞTİRME YAPMA HAKKIMIZ SAKLIDIR
Soğuk oda döküm makinesinin çalışma prosedürü
1. Kalıbı kapatın.
2. Metal sıvıyı basınç odasına elle veya başka bir şekilde dökün.
3. Üst zımba daha düşük bir atış hızıyla aşağı doğru hareket eder, pres odasına girer ve tam temas ettiği metal sıvı seviyesine ulaşır.
4. Üst zımba, aşağı bastırmak için daha yüksek bir enjeksiyon hızına dönüşürken, alt zımba, orta bölümdeki sıvı metal ile göreceli bir mesafede üst zımba ile eşzamanlı olarak aşağı doğru hareket eder.
5. Çalışma sırasında mevcut zımba çıkış nozulu deliğine doğru hareket ettiğinde, alt geçişin alt kısmı desteklenecektir, böylece üst ve alt zımba metal sıvıyı birbirine bastırır ve nozul deliğine püskürtür (doğrudan koşucu) yüksek hızda.
6. Metal sıvı, meme, kapak kapağı, sabit kalıp konisi deliği ve saptırıcıdan oluşan düz yolluk yoluyla iç kapıdan kalıp boşluğuna girer.
7. Doldurduktan sonra, üst zımba, kalıp boşluğundaki metal sıvı, kalıp döküm parçası 1'de tamamen katılaşana kadar belirli bir basıncı korur; Pres haznesindeki ladin ve metal sıvısı, sırasıyla düz ladin ve artık kek şeklinde katılaştırılır.
8. Üst zımba kaldırma ve sıfırlama; Aynı zamanda, alt zımba, hala düz kapıya bağlı olan artık keki kesmek için yukarı doğru hareket eder.
9. Alt zımbayı kaldırmaya devam edin, kalan keki basınç odasının üstüne kaldırın ve elle veya başka yollarla çıkarın;
10. Alt zımba, meme ağzını tıkamak için sıfırlanır.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier