döküm makinesiyüksek üretkenlik, bir dereceye kadar çok delikli bir kalıp olabilir; Kalıp döküm kalıbı ömrü uzun, bir çift kalıp döküm kalıbı, kalıp döküm alaşımı, yüz binlerce, hatta milyonlarca kez ömür; Mekanizasyon elde etmek kolay ve otomasyon.
Ürün Öğesi:
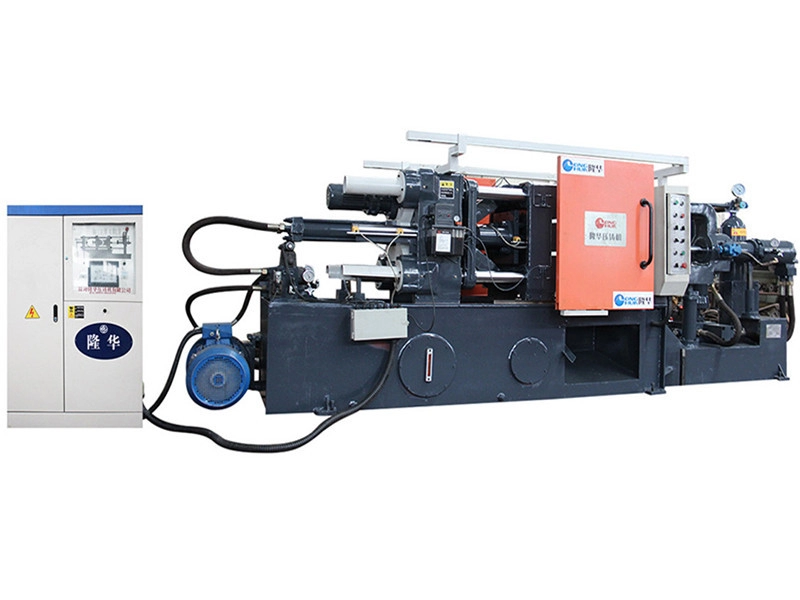
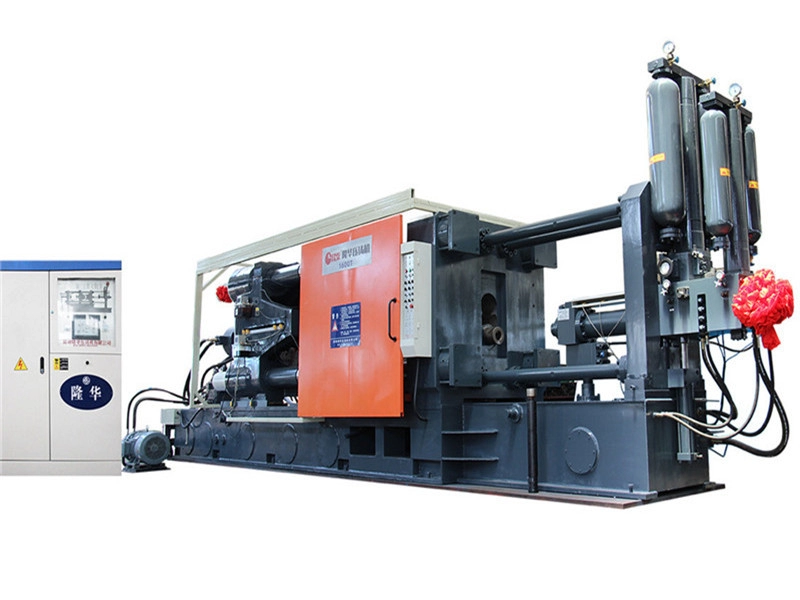
Büyük ölçekli soğuk oda döküm makineleri (LH-1600T)
Döküm makinesinin işlevi oldukça eksiksizdir, sadece genel kalıp dökümü yapmakla kalmaz, aynı zamanda kalıp göbeği ile pres dökümü, pres dökümü sıkmakla kalmaz; her tür düşük basınçlı döküm, fark basınçlı döküm, yerçekimi dökümü, vakum pompalama cihazını ekledikten sonra, vakumlu emmeli döküm, vakumlu döküm, vakumlu ekstrüzyon dökümünü de yapabilir. Zihnimizi biraz daha açarsak, yarı katı işlemeyi birleştirebiliriz ve sürekli döküm ve dövme teknolojisi oluşturmak için kalıp dövme.


LH SERİSİ STANDART PARAMETRE TABLOSU(LH-1600 T)
ÖĞELER | BİRİM | ŞARTNAME |
HİDROLİK ÇALIŞMA BASINCI | MPA | 16 |
SIKIŞTIRMA KUVVETİ | KN | 16000 |
KRAVAT BARLARI ARASINDAKİ BOŞLUK | MM | 1250*1250 |
DİREK ÇAPI | MM | ¢260 |
KALIP AÇMA VURUŞU | MM | 1200 |
ENJEKSİYON KUVVETİ(YOĞUNLAŞTIR) | KN | 1285 |
PLUNGER FIRSATMA MESAFESİ | MM | 360 |
ENJEKSİYON POZİSYONU | MM | ---175 --350 |
PİSTON ÇAPI | MM | ¢110----¢150 |
ENJEKSİYON İNME | MM | 930 |
DÖKÜM BASINCI (YOĞUNLAŞTIRILIR) | MPA | 137---73 |
DÖKÜM FLANŞ PROTRÜZYONU | MM | 25 |
DÖKÜM DÖKÜM ÇAPI | MM | 260 |
40MPA ALTINDA MAX DÖKÜM ALANI | CM2 | 4000 |
ENJEKSİYON AĞIRLIĞI(AL) | KG | 30.8 |
KALIP YÜKSEKLİĞİ(MIN--MAX) | MM | 500~1400 |
EJEKTÖR KUVVETİ | KN | 570 |
EJEKTÖR stroku | MM | 250 |
MOTOR KAPASİTESİ | KW | 37*2 |
MAKİNE BOYUTLARI (U*G*Y) | M | 11.8*4.6*4.7 |
KALDIRMA İÇİN REFERANS MAKİNE AĞIRLIĞI | T | 90 |
YAĞ TANKI KAPASİTESİ | L | 3000 |
Not: BAŞKA BİLDİRİM YAPMADAN HERHANGİ BİR TEKNİK İYİLEŞTİRME YAPMA HAKKIMIZ SAKLIDIR
Soğuk Oda Kalıp Döküm Makinesi Çalışma Prosedürü
1. Kalıbı kapatın.
2. Metal sıvıyı basınç odasına elle veya başka bir şekilde dökün.
3. Üst zımba daha düşük bir atış hızıyla aşağı doğru hareket eder, pres odasına girer ve tam temas ettiği metal sıvı seviyesine ulaşır.
4. Üst zımba, aşağı bastırmak için daha yüksek bir enjeksiyon hızına dönüşürken, alt zımba, orta bölümdeki sıvı metal ile göreceli bir mesafede üst zımba ile eşzamanlı olarak aşağı doğru hareket eder.
5. Çalışma sırasında mevcut zımba çıkış nozulu deliğine doğru hareket ettiğinde, alt geçidin alt kısmı desteklenecektir, böylece üst ve alt zımba metal sıvıyı birbirine bastırır ve meme deliğine püskürtür (doğrudan yolluğun bir parçası). ) yüksek hızda.
6. Metal sıvı, meme, kapak kapağı, sabit kalıp konisi deliği ve saptırıcıdan oluşan düz yolluk yoluyla iç kapıdan kalıp boşluğuna girer.
7. Doldurduktan sonra, üst zımba, kalıp boşluğundaki metal sıvı tamamen kalıp dökümde katılaşana kadar belirli bir basıncı korur; Pres odasındaki ladin ve metal sıvı, sırasıyla düz ladin ve artık kek şeklinde katılaştırılır.
8. Üst zımba kaldırma ve sıfırlama; Aynı zamanda, alt zımba, hala düz kapıya bağlı olan artık keki kesmek için yukarı doğru hareket eder.
9. Alt zımbayı kaldırmaya devam edin, kalan keki basınç odasının üstüne kaldırın ve elle veya başka yollarla çıkarın;
10. Alt zımba, meme ağzını tıkamak için sıfırlanır.
Paketleme ve Nakliye

37 yıldır pres döküm makineleri üretiyoruz, ürünlerimiz dünyanın her yerinde ve zengin ihracat tecrübemiz var.
Satış sonrası servis
Satıştan sonra döküm makinesi limanınıza ulaştığında davetiye gönderirsiniz ve mühendislerimiz makinelerinizi kurmak ve hata ayıklamak için ülkenize gider. Şimdiye kadar öğrenene kadar operatörü eğitin.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier