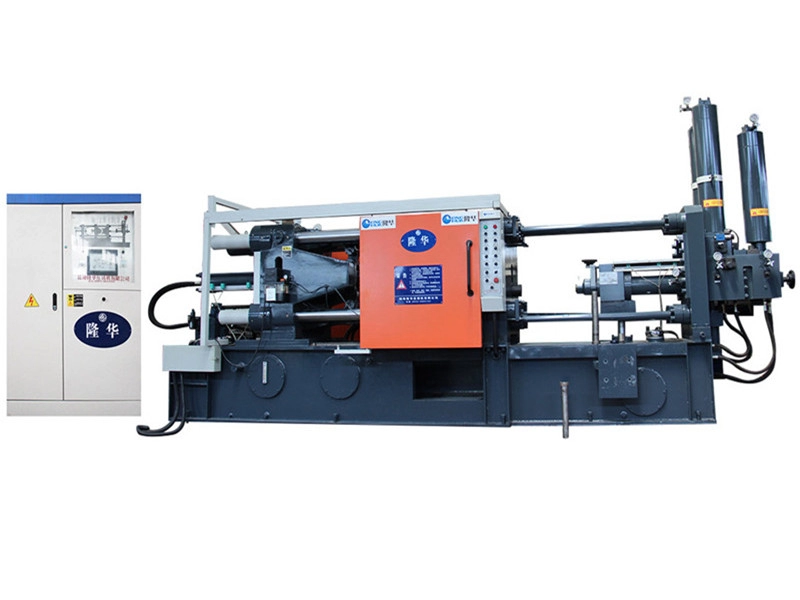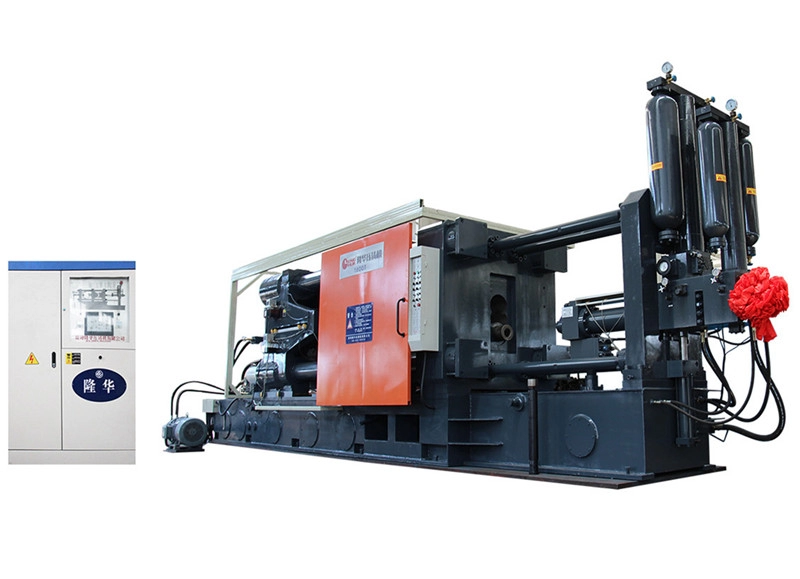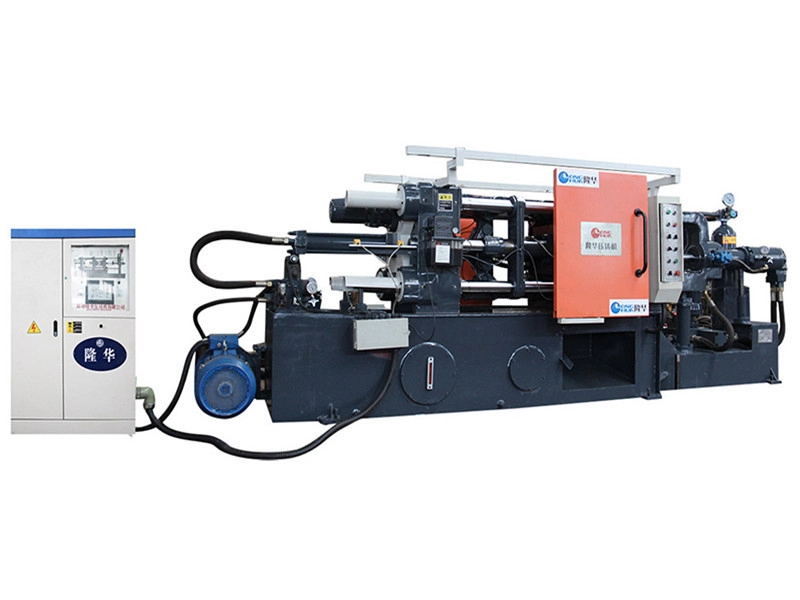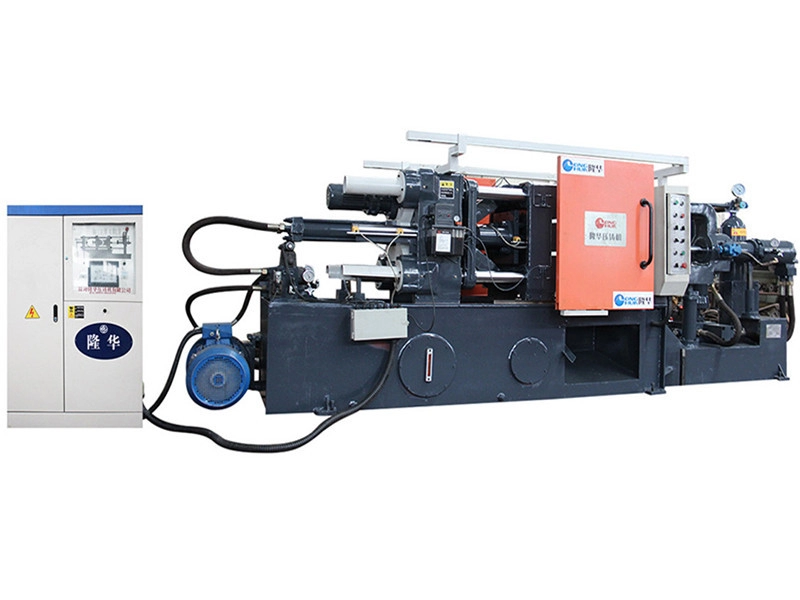




Longhua döküm makinesi alüminyum tencere, yüksek verimlilik ve kolay otomasyon için döküm makinesi.
Ürün Öğesi:
Alüminyum pişirme kapları (LH-800T) üretimi için akıllı vakumlu döküm makineleri
Verim, üretim süreci, çeşitlilik ve boyut gereksinimlerine göre, döküm makinelerinin türleri ve modelleri, üretim verimliliği ve ekipmanın yük oranı koordine edilmeli ve makul bir şekilde yapılandırılmalıdır.
Büyük makineleri küçük veya büyük makinelerle kullanmayın, ancak basınçlı döküm makinesinin güvenli çalışmasını sağlamak için büyük makinelerle ince makineler kullanın ve bunların verimliliğine tam anlamıyla katkı sağlayın.



LH SERİSİ STANDART PARAMETRE TABLOSU (LH-800 T)
ÖĞELER | BİRİM | ŞARTNAME |
HİDROLİK ÇALIŞMA BASINCI | MPA | 14 |
SIKIŞTIRMA KUVVETİ | KN | 8000 |
KRAVAT BARLARI ARASINDAKİ BOŞLUK | MM | 810*810 |
DİREK ÇAPI | MM | ¢ 170 |
KALIP AÇMA VURUŞU | MM | 750 |
ENJEKSİYON KUVVETİ(YOĞUNLAŞTIR) | KN | 680 |
PLUNGER FIRSATMA MESAFESİ | MM | 280 |
ENJEKSİYON POZİSYONU | MM | 0 - 250 |
PİSTON ÇAPI | MM | ¢80----¢100 |
ENJEKSİYON İNME | MM | 720 |
DÖKÜM BASINCI (YOĞUNLAŞTIR) | MPA | 153/78/57 |
DÖKÜM FLANŞ PROTRÜZYONU | MM | 20 |
DÖKÜM DÖKÜM ÇAPI | MM | 180 |
40MPA ALTINDA MAX DÖKÜM ALANI | CM2 | 1900 |
ENJEKSİYON AĞIRLIĞI(AL) | KG | 13 |
KALIP YÜKSEKLİĞİ(MIN--MAX) | MM | 350~900 |
EJEKTÖR KUVVETİ | KN | 315 |
EJEKTÖR stroku | MM | 200 |
MOTOR KAPASİTESİ | KW | 30 |
MAKİNE BOYUTLARI (U*G*Y) | M | 9*2.2*3.1 |
KALDIRMA İÇİN REFERANS MAKİNE AĞIRLIĞI | T | 35 |
YAĞ TANKI KAPASİTESİ | L | 1500 |
Not: BAŞKA BİLDİRİM YAPMADAN HERHANGİ BİR TEKNİK İYİLEŞTİRME YAPMA HAKKIMIZ SAKLIDIR
Alüminyum alaşımlı döküm makinesi için güvenli çalışma kuralları
1.Alüminyum alaşımlı döküm makinesi, çalıştırmadan önce, ilk önce basınç tahliye valfi tutamacını, motorun normal çalışmasına kadar basınç tahliye konumuna getirmeli ve ardından basınç tahliye valfi tutamağını serbest bırakmalıdır.
2.Alüminyum alaşımlı döküm makinesi, modeli çekimden önce belirtilen sıcaklığa ısıtmalı ve daha sonra metal çözeltiye basılabilir.
3. Kalıp ayırma yüzeyi ile kapının temas noktasında koruyucu bölme kullanılmalıdır. Operatörler koruyucu gözlük takmalıdır. Operatör, ayrılan yüzey temasının karşı tarafında durmamalıdır. Metal sıvı sıçraması yaralanmasını önleyin.
4. Yakıt tankının yakınına çıplak ateş getirmeyin. Tank sıcaklığı, ekipmanın belirtilen çalışma sıcaklığını aştığında su soğutması uygulanacaktır.
5. Dökümleri ve döküm yükselticileri basınçlı döküm kalıplarından çıkarırken alet kullanılmalıdır. Döküm çıkarıldıktan sonra kalıba ve hava deliğine yapışan metal kalıntısı zamanla çıkarılmalıdır.
6. İş bittiğinde yağ pompası durdurulmalı ve tüm vanalar kapatılmalıdır. Metal sıvı izolasyonu için izolasyon fırını kullanılıyorsa, güç kaynağını kapatın ve izolasyon fırını üzerindeki havalandırma ekipmanını durdurun.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier