Longhua döküm makinesi tasarımı, kullanımı makul, güvenli ve güvenilirdir, her türlü dökümün üretim teknolojisi gereksinimlerini tam olarak karşılar, müşterilerin çoğuna yeni bir hizmet yaratmaya çalışır.
Ürün Öğesi:
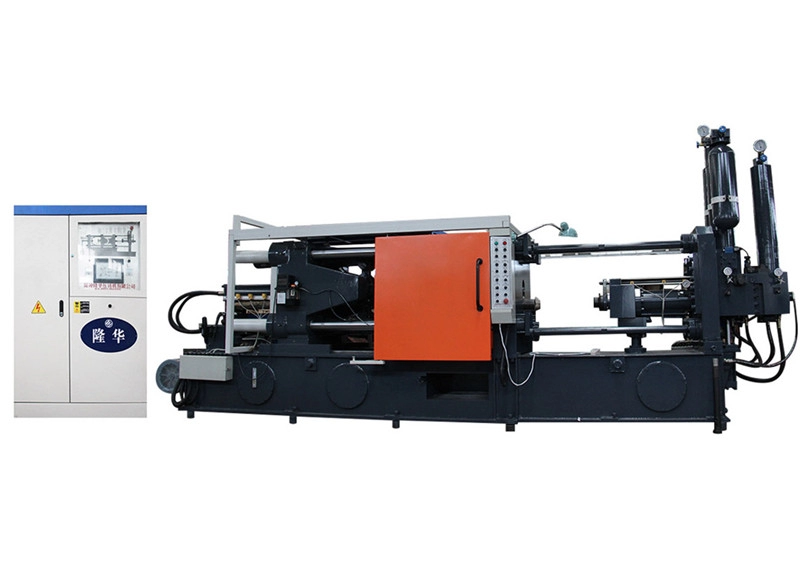
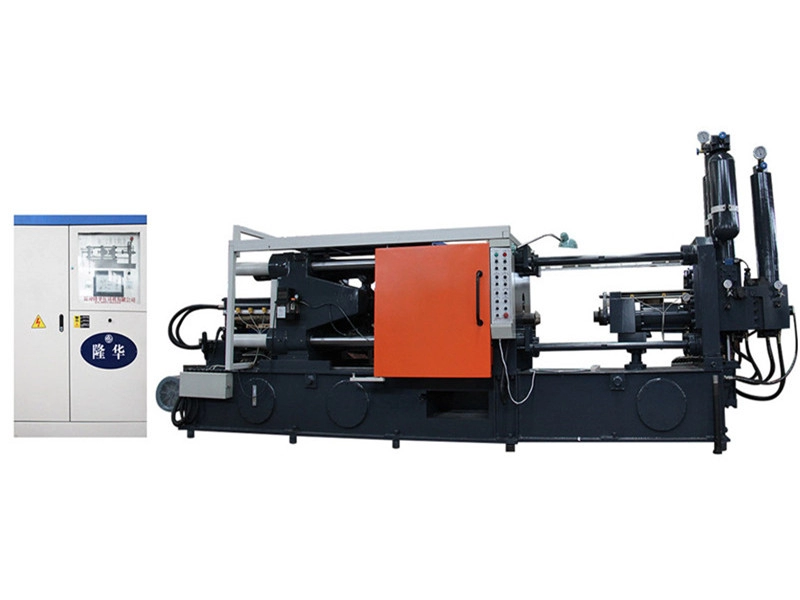
Alüminyum motor gövdeleri yapmak için yeni tasarım Akıllı döküm makineleri (LH-350T)
Soğuk oda döküm makinesi, döküm kalıbını kapatıp açmak için çalıştırır. Kalıp kapatıldığında, enjeksiyon dolum işlemi sırasında kalıbın ayırma yüzeyinin genişlememesini sağlamak için kalıbı kilitleme kabiliyetine sahiptir. Kalıbın kenetleme kuvveti, kenetleme kuvveti (kalıp eşleştirme kuvveti olarak da bilinir) olarak adlandırılır ve birimi, döküm makinesinin boyutunu karakterize eden birincil parametre olan kN'dir.



LH SERİSİ STANDART PARAMETRE TABLOSU (LH-350 T)
ÖĞELER | BİRİM | ŞARTNAME |
HİDROLİK ÇALIŞMA BASINCI | MPA | 14 |
SIKIŞTIRMA KUVVETİ | KN | 3500 |
KRAVAT BARLARI ARASINDAKİ BOŞLUK | MM | 600*600 |
DİREK ÇAPI | MM | ¢120 |
KALIP AÇMA VURUŞU | MM | 500 |
ENJEKSİYON KUVVETİ(YOĞUNLAŞTIR) | KN | 360 |
PLUNGER FIRSATMA MESAFESİ | MM | 180 |
ENJEKSİYON POZİSYONU | MM | 0 - 160 |
PİSTON ÇAPI | MM | ¢50----¢80 |
ENJEKSİYON İNME | MM | 480 |
DÖKÜM BASINCI (YOĞUNLAŞTIRILIR) | MPA | 184/127/94 |
DÖKÜM FLANŞ PROTRÜZYONU | MM | 12 |
DÖKÜM DÖKÜM ÇAPI | MM | 110 |
40MPA ALTINDA MAX DÖKÜM ALANI | CM2 | 875 |
ENJEKSİYON AĞIRLIĞI(AL) | KG | 3.8 |
KALIP YÜKSEKLİĞİ(MIN--MAX) | MM | 250~750 |
EJEKTÖR KUVVETİ | KN | 180 |
EJEKTÖR stroku | MM | 110 |
MOTOR KAPASİTESİ | KW | 18.5 |
MAKİNE BOYUTLARI (U*G*Y) | M | 6.8*1.8*2.7 |
KALDIRMA İÇİN REFERANS MAKİNE AĞIRLIĞI | T | 14.2 |
YAĞ TANKI KAPASİTESİ | L | 700 |
PS: BAŞKA BİLDİRİM YAPMADAN HERHANGİ BİR TEKNİK İYİLEŞTİRME YAPMA HAKKIMIZ SAKLIDIR
Soğuk oda döküm makinesinin özellikleri
(1) Çinko, alüminyum, magnezyum, bakır ve diğer alaşımların kalıp dökümü için uygundur;
(2) Üretim sahası daha az KULLANIR ve çoğu mini bilgisayardır;
(3) Basınç odası dikey olarak yerleştirilmiştir. Basınç odasına metal sıvı döküldükten sonra gaz metal sıvının üzerindedir.
(4) Basınç transferi, özellikle basınçlandırma aşamasında, enjeksiyon basıncının birçok dönüm noktasından dolayı etkilenir. Nozul girişindeki küçük orifis nedeniyle basınç aktarımı yeterli değildir.
(5) Orta kapıyı açmak için uygun;
(6) Makinenin uzunluk yönü küçük bir alanı kaplar, ancak makinenin yüksekliği nispeten yüksektir;
(7) Metal solüsyon alt zımba ile kurcalandığında sorun gidermek uygun değildir;
(8) Üretim operasyonunda, üretim verimliliğini azaltan fazla pastayı kesmek ve pastayı vermek için prosedürler vardır;
(9) Otomatik çalışmayı benimserken, alt zımbanın üst yüzeyinden kalan keki çıkarma prosedürünü ekleyin.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X





















 Gold Supplier
Gold Supplier









{kind=link}
{kind=link}